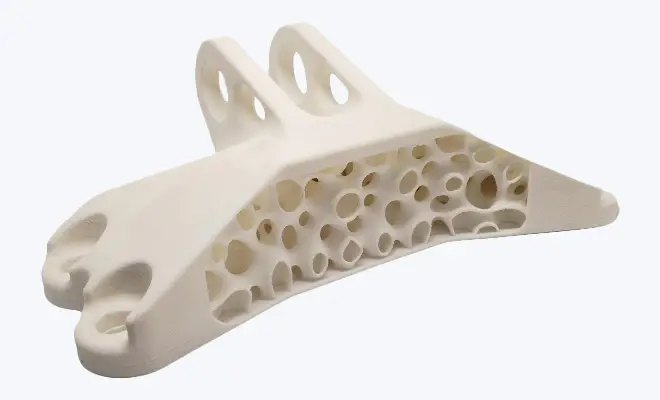
Selective Laser Sintering (SLS)
Selective Laser Sintering has a unique advantage over stereolithography in that it doesn’t require support structures. This allows assemblies and moving parts to be printed in the X, Y and Z axes, maximizing the build chamber for optimal industrial throughput and higher part quantities. Parts produced from this 3D printing technology are robust, have good chemical resistance and can handle high-temperature applications well. All materials are nylon based, allowing for unique functionality, including living hinges, snap-fit features.
REQUEST A QUOTE
Resources
-
Tech Sheets
-
Finishing options for selective laser sintered parts are slightly limited due to the porosity of the nylon parts after printing. However, commonly used options are available.
- Painting
- Dyeing
- Metallic plating
- Insert and hardware installation
- Tumbling / Vibratory finishing
- Tapping
- Drilling
Post Processes

Finishing options for selective laser sintered parts are slightly limited due to the porosity of the nylon parts after printing. However, commonly used options are available.
- Painting
- Dyeing
- Metallic plating
- Insert and hardware installation
- Tumbling / Vibratory finishing
- Tapping
- Drilling
Technical Info
Parts can be printed in a single piece as as 27.6” x 15” x 22.9”
Tolerances for the first inch are + 0.010” and + 0.002” for each inch thereafter
Depending on part geometry, it is possible to achieve a .030” wall thickness but .040” is recommended
Minimum feature size is 0.003” to 0.004”
Minimum hole size is 0.059” to 0.079”
Lettering on parts should be designed in a font with the range of 18 – 26 points
Warping is common with SLS parts, especially with heat exposure, due to the nature of nylon material. It is best to avoid thin walls and features, and design with a minimum overall thickness of no less than 0.120 in.
Tech Sheets
Other Services:
No services foundGet in Touch with Us
Reach Out for Inquiries, Assistance, and More
Please contact us if you have any questions, comments or require
Need a Quote?
Features of our quoting system
Upload Files Directly
Just simply create an account, and upload your 3D files.
24 Hour Access
It can be hard to get things done over the phone, just use our system any time of day.
Digital Quotes
Upload your files, and we will send you a personalized quote.
Experienced Manufacturers
You can trust the brand Additive Manufacturing LLC
Best Prices
We offer competitive pricing to any client, small or large.
Register for your quote